




![]()

¿Qué hay en un sistema de calentamiento por inducción?
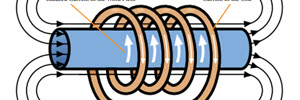
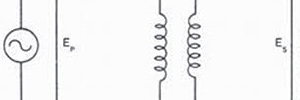
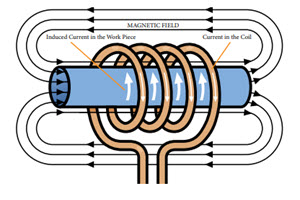
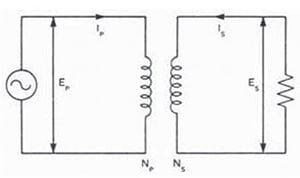
Los elementos básicos de un sistema de calentamiento por inducción son un generador de corriente alterna, un a bobina inductora, y la pieza de trabajo (material que se va a calentar o tratar). El generador envía corriente alterna a través de la bobina, generando un campo magnético. Cuando se coloca la pieza de trabajo en la bobina, el campo magnético induce corrientes de Foucault en la pieza, generando cantidades precisas de calor limpio, localizado, sin que exista contacto físico entre la bobina y la pieza de trabajo.
Frecuencia de Funcionamiento
Existe una relación entre la frecuencia de la corriente alterna y la profundidad con la que penetra en la pieza de trabajo; frecuencias bajas de 5 a 30 kHz son efectivas para materiales más gruesos que requieran una penetración profunda del calor, mientras que las frecuencias más altas de 100 a 400 kHz son más efectivas en partes pequeñas o con poca profundidad de penetración. Cuanto mayor es la frecuencia, mayor es el flujo de calor; una buena analogía podría ser el acto de frotarse las manos para calentarse. Cuanto más rápido se frote uno las manos, más calor produce.

¿La inducción calienta los materiales magnéticos?
Si el material de su pieza de trabajo es magnético, como acero al carbono, se calentará fácilmente mediante los dos métodos de calentamiento por inducción: corrientes parásitas y calentamiento histerético. El calentamiento histerético es muy eficiente hasta la temperatura de Curie (para acero 600°C (1100°F)) cuando la permeabilidad magnética se reduce a 1 y se deja que la corriente parásita haga el calentamiento.
Profundidad de Penetración
El flujo de corriente inducida en la pieza es más intenso en la superficie, y decrece rápidamente por debajo de esta. Así, la zona exterior se calentará más rápidamente que la interior; el 80% del calor producido en la pieza se genera en la “piel” externa. A esto se le denomina “profundidad de penetración” de la pieza. La profundidad de penetración decrece cuando decrece la resistividad, aumenta la permeabilidad o aumenta la frecuencia.
¿Qué importancia tiene la eficiencia del acoplamiento?
El acoplamiento hace referencia a la relación proporcional entre lacantidad de corriente que hay en la pieza de trabajo y la distancia entre la pieza de trabajo y la bobina. Un acoplamiento cerrado generalmente aumenta la intensidad de corriente, y, por tanto, aumenta la cantidad de calor producido en la pieza de trabajo.

Importancia del Diseño de la Bobina
La bobina inductora, que normalmente está hecha de un tubo de cobre con un diámetro de 3 a 5 mm, se refrigera normalmente con agua. La forma y el tamaño de la bobina —monovuelta o de varias vueltas; helicoidal, redonda o cuadrada; interna o externa— debe reflejar la forma de su pieza de trabajo y las variables de su proceso.
Con un buen diseño de bobina, se logra un patrón adecuado de calor y se maximiza la eficiencia del suministro eléctrico de calentamiento por inducción sin dificultar la introducción o retirada de la pieza. Puede leer más sobre este importante aspecto del calentamiento por inducción en nuestra nota tecnológica gratuita, “Diseño y fabricación de bobinas”.
Acerca de Inducción Calentamiento
El calentamiento por inducción es un método rápido, eficiente, preciso, repetible y sin contacto para el calentamiento de metales u otros materiales conductores de la electricidad. Los sistemas de calentamiento por inducción constan de una fuente de alimentación de inducción que convierte la potencia de la red eléctrica en una corriente alterna y la suministra a un cabezal de trabajo, y una bobina de trabajo que crea un campo electromagnético dentro de la bobina.
Consulte nuestro folleto de 4 páginas; obtenga más información sobre cómo la ciencia de la tecnología de inducción puede resolver sus problemas con el calentamiento de precisión.

Solving Your Process Heating Problems
With a reputation for quality, built on over 30 years of experience, Ambrell provides innovative heating solutions. Our equipment is installed in over 50 countries and supported by a network of dedicated induction heating experts.
If you want to improve your heating application – anywhere in your process – consult with our team for high-efficiency and cost-effective solutions. Ambrell’s technical experts design and manufacture a range of induction heating systems to bring you the highest quality process heating solutions available.
Read our 8-page brochure; learn more about how the science of induction technology can solve your process heating problems.
Read 'Solving Your Process Heating Problems'
AMBRELL CORPORATION
1655 Lyell Avenue
Rochester, NY 14606
United States
F: +1 585 889 4030
AMBRELL B.V.
Holtersweg 1
7556 BS Hengelo
The Netherlands
AMBRELL Ltd.
Unit 6, Space Business Centre
Tewkesbury Road
Cheltenham, GLOS, GL51 9FL
United Kingdom
F: +31 546 788 154