
Note: Annealing the end of steel wire on a woven wire mesh
Objective:
To heat 3 in (76.2 mm) from the end of the wire on a woven wire cloth 60 in (1.52 m) long. This prepares the wire mesh for bending in a press brake.
End Product:
woven wire cloth
Equipment:
- Ambrell 250 kW induction heating system, equipped with a remote workhead containing three 25 μF capacitors for a total of 75 μF
- An induction heating coil designed and developed specifically for this application.
Materials:
Woven wire cloth (steel) made of 1/2 in (12.7 mm) diameter wire, 60 in (1.52 m) long. Wires are 1.5 in (38.1 mm) apart
Temperature:
1400 °F (760 °C)
Frequency:
9.1 kHz
Testing:
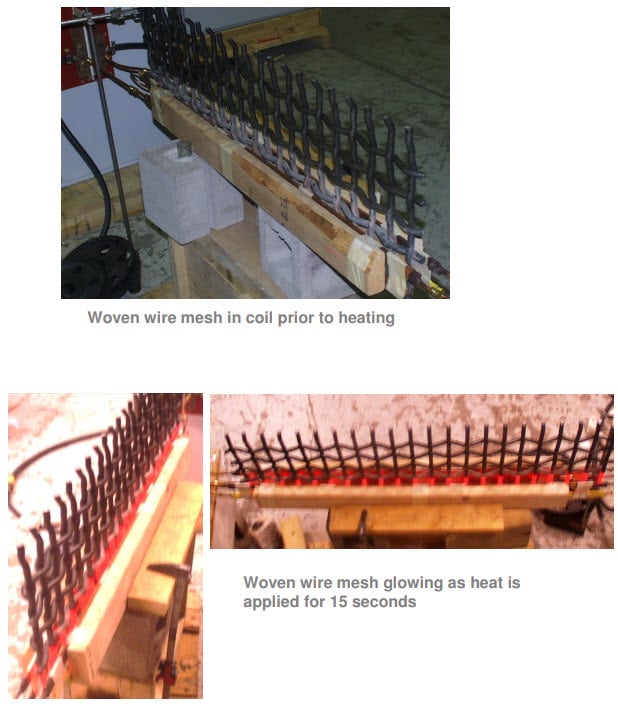
A two turn oval coil is used to heat the woven wire. The woven wire is placed in the coil and heated for 15 seconds to soften a 60 in (1.52 m) length of the wire 3 in (76.2mm) deep. The woven wire is then placed in a press brake for the bending process.
Benefits:
Induction heating provides:
-
Faster production process
-
High efficiency, low energy costs compared to gas furnace
-
Fast, controllable process
-
Hands-free heating
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000