
 Induction coil design can have a major impact on part quality, process efficiency, and manufacturing costs. How do you know if your coil design is best for your part and process? Here are some induction coil basics and five tips to optimize your design.
Induction coil design can have a major impact on part quality, process efficiency, and manufacturing costs. How do you know if your coil design is best for your part and process? Here are some induction coil basics and five tips to optimize your design. Induction coil design has a major impact on process efficiency and final part quality, and the best coil design for your product largely depends on your application. Certain coil designs tend to work best with specific applications, and a less than optimal coil-application pairing can result in slow or irregular heating, higher defect rates, and lower quality products.
Induction coil design has a major impact on process efficiency and final part quality, and the best coil design for your product largely depends on your application. Certain coil designs tend to work best with specific applications, and a less than optimal coil-application pairing can result in slow or irregular heating, higher defect rates, and lower quality products.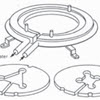 Coupling is the transfer of energy that occurs in the space between the heating portion of the coil and the workpiece. So, coupling distance is how big that space needs to be to balance efficiency and manufacturing requirements.
Coupling is the transfer of energy that occurs in the space between the heating portion of the coil and the workpiece. So, coupling distance is how big that space needs to be to balance efficiency and manufacturing requirements.
 Magnetic flux tends to concentrate toward the center of the length of a solenoid work coil. This means the heating rate produced in this area is generally greater than that produced toward the ends. Further, if the part being heated is long, conduction and radiation remove heat from
Magnetic flux tends to concentrate toward the center of the length of a solenoid work coil. This means the heating rate produced in this area is generally greater than that produced toward the ends. Further, if the part being heated is long, conduction and radiation remove heat from The type and design of the induction coil determines how effectively and efficiently a workpiece is heated. Work coils range in complexity from a simple helical- or solenoid-wound coil (consisting of a number of turns of copper tube wound around a mandrel) to a coil that is precision-machined from solid copper and brazed.
The type and design of the induction coil determines how effectively and efficiently a workpiece is heated. Work coils range in complexity from a simple helical- or solenoid-wound coil (consisting of a number of turns of copper tube wound around a mandrel) to a coil that is precision-machined from solid copper and brazed.![]()
About Induction Heating
Induction heating is a fast, efficient, precise and repeatable non-contact method for heating metals or other electrically-conductive materials. The material may be a metal such as brass, aluminum, copper or steel or it can be a semiconductor such as silicon carbide, carbon or graphite. To heat non-conductive materials such as plastics or glass, induction is used to heat an electrically-conductive susceptor, typically graphite, which then transfers the heat to the non-conducting material.
Read our 4-page brochure; learn more about how the science of induction technology can solve your precision heating problems.
Induction Heating Work Coils
The work coil is the component in the induction heating system that defines how effective and how efficiently your work piece is heated.
Read our informative brochure explaining the fundamentals of induction coils and their design.
Read Read: Induction Heating Work Coils
AMBRELL CORPORATION
1655 Lyell Avenue
Rochester, NY 14606
United States
![]() Directions
Directions
T: +1 585 889 9000
F: +1 585 889 4030
Contact Sales
Contact Orders
Contact Service
AMBRELL B.V.
Holtersweg 1
7556 BS Hengelo
The Netherlands
![]() Directions
Directions
T: +31 880 150 100
F: +31 546 788 154
Contact Sales
Contact Orders
Contact Service
AMBRELL Ltd.
Front Suite, 1st Floor, Charles House
148-149 Gt Charles Street
Birmingham, B3 3HT
United Kingdom
T: +44 1242 514042
F: +31 546 788 154
Contact Sales
Contact Orders
Contact Service