
Note: Band annealing on Titanium fasteners
Objective:
Heating a titanium fastener to 1100-1450 °F (593-788 °C) for an annealing process.
End Product:
Titanium fasteners
Equipment:
- Ambrell 10.0 kW induction heating system, equipped with a remote workhead containing one 0.66 μF capacitor.
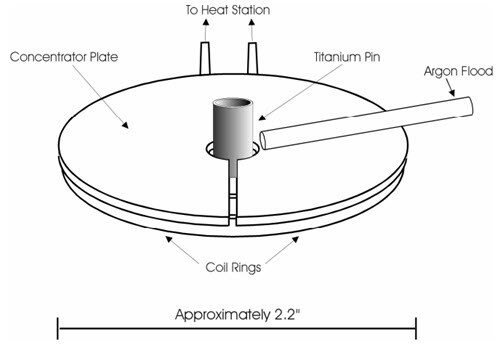
- An induction heating coil designed and developed specifically for this application.
Materials:
0.06 in (1.5 mm) high zone on a titanium fastener measuring 0.163-0.375 in (4.14-9.52 mm) in diameter and 0.5-3.0 in (12.7- 76.2 mm) in length
Temperature:
1100-1450 °F (593-788 °C)
Frequency:
145 kHz
Testing:
A three turn concentrator plate coil is used to heat the fastener for 0.2 seconds. This is an automated process that includes robotic placement of parts in the coil from a bowl fed track while Argon gas is flooded across the part to prevent oxidation. The parts are processed at a rate of 1000 parts per minute.
- 1800 °F was reached in 10 seconds. The production rate of 1 part every 5-10 seconds was met.
The above results were achieved through the use of a 39 turn helical style work coil measuring 1 1/2" ID and 11 1/2" OAL.
Benefits:
Induction heating provides:
-
Can be incorporated easily with pick and place robotics.
-
Flameless process.
-
Heating is limited to the specific area.
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000