




![]()
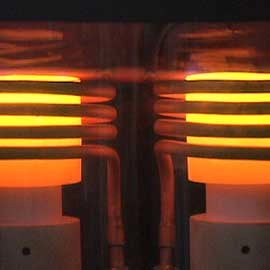
Benefits of Induction Brazing in a Controlled Atmosphere
-
Meets tight production tolerances with precise localized heat to small areas creating pinpoint accuracy
-
Increases production rates with faster heating cycles
-
Reduces defect rates with repeatable, reliable heat
-
Eliminates variability from operator-to-operator, shift-to-shift
-
Maintains metallurgical characteristics of the individual metals
controlled atmosphere brazing Application Notes
Select from our collection of controlled atmosphere brazing notes, developed over 40 years supporting our customers. Read how we helped to solve their process heating challenges!
 Brazing Steel Hydraulics Fittings & Tubes
Brazing Steel Hydraulics Fittings & Tubes
Braze steel fittings and tubes in an atmosphere to make hydraulic fittings within a targeted heating time of under 150 seconds.
 Brazing a small gas delivery assembly
Brazing a small gas delivery assembly
This is a new part for the customer and they are developing the manufacturing process for it. The customer is interested in using induction heat for their process because they are looking for finished parts which are clean and not contaminated by any flux material. By using induction to braze the part and by doing the braze under a hydrogen atmosphere, the customer can produce brazed parts with no oxidation...
 Braze a thin walled tube to a steel cap
Braze a thin walled tube to a steel cap
A single turn helical coil is used to heat the quartz tube and the tube assembly. The tube assembly is held in place inside the quartz tube by a copper fixture and hydrogen is fed into the quartz tube...
 Braze Copper Tube to Brass Fitting
Braze Copper Tube to Brass Fitting
To use induction heating to braze a copper tube to a brass fitting using a preform braze wire.
 Brazing Copper Tube Assemblies
Brazing Copper Tube Assemblies
To heat a copper tube assembly in an inert atmosphere to 1450 °F within 45 seconds for brazing without flux or acid wash clean-up.
 Brazing Hydraulic Hose Assemblies
Brazing Hydraulic Hose Assemblies
To heat a steel hydraulic hose fitting in an inert atmosphere to 2200 °F within 7 seconds for brazing without any carbon buildup.
AMBRELL CORPORATION
1655 Lyell Avenue
Rochester, NY 14606
United States
![]() Directions
Directions
T: +1 585 889 9000
F: +1 585 889 4030
Contact Sales
Contact Orders
Contact Service
AMBRELL B.V.
Holtersweg 1
7556 BS Hengelo
The Netherlands
![]() Directions
Directions
T: +31 880 150 100
F: +31 546 788 154
Contact Sales
Contact Orders
Contact Service
AMBRELL Ltd.
Front Suite, 1st Floor, Charles House
148-149 Gt Charles Street
Birmingham, B3 3HT
United Kingdom
T: +44 1242 514042
F: +31 546 788 154
Contact Sales
Contact Orders
Contact Service