
Note: Heating a steel part before application of rubber molding
Objective:
To preheat two irregularly shaped steel castings to be molded and bonded with synthetic rubber
End Product:
Steel casting
Equipment:
Ambrell 30 kW induction heating system, equipped with a remote workhead containing four 1.0 μF capacitors (for a total of 1.0 μF)
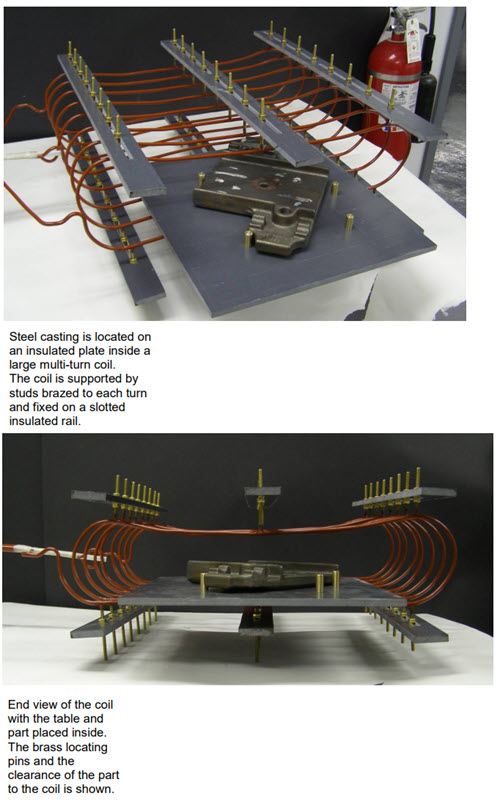
An induction heating coil designed and developed specifically for this application
Materials:
Two steel castings, 17 lb. irregularly shaped, approximately 6 x 9 x 1 in (152 x 229 x 25.4 mm)
Temperature:
400 °F (204 °C)
Frequency:
92 kHz
Testing:
Two steel castings are placed onto an insulated plate with brass guide location pins. The plate is placed onto a table which slides into a large multi-turn helical coil. The parts are induction heated to 400 °F in 180 seconds. The slow heating time allows the parts to come up to temperature evenly. When the heating cycle is completed each part is placed into a press for the molding and bonding operation.
Benefits:
-
efficient and repeatable heat vs. a torch or an oven
-
even heating of parts throughout
-
easy loading and unloading of the parts
-
flexibility for varying bulk castings sizes and geometries
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000