
Note: Heating a steel wire for tempering
Objective:
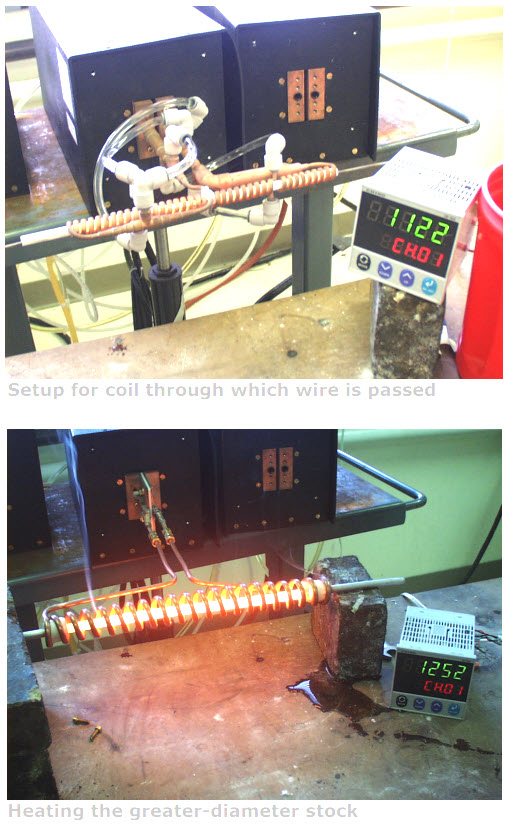
Induction is applicable to a continuous tempering process in which wire stock is fed through an induction coil at production speeds.
End Product:
Steel wire
Equipment:
Ambrell 65 kW, 100 kHz induction heating system, equipped with a remote workhead containing eight 1.0 μF capacitors for a total of 2 μF
Three induction heating coils designed and developed specifically for this application to cover the range of wire diameters.
Materials:
Steel wire 3 mm to 12 mm diameter
Temperature:
1922 °F (1050 °C)
Frequency:
90 kHz
Testing:
Wire stock is fed through a forty-turn helical coil at a rate of 6 meters/minute, reaching the desired temperature to effect the tempering process. A similar 20 turn helical coil is used for the largest wire diameter
Process required maintenance of 6 stock feed-lines into a gas-fired furnace with disappointing heat transfer into wires of smaller diameters. Induction requires 50% less energy and reduces production-line footprint by 90%
Benefits:
-
heat directly into the wire, saving energy and time
-
easy integration into production line, improving throughput
-
precise control of heat
-
even distribution of heat within the wire
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000