
Note: Shrink fit a carbon graphite ring insert into an outer steel band
Objective:
To heat a steel band to 1000 °F (538 °C) and insert a carbon graphite ring into the center of the steel band.
End Product:
graphite ring
Equipment:
Ambrell EKOHEAT 10 kW, 50-150 kHz solid state induction power supply with a workhead and coil specifically designed for this application.
Materials:
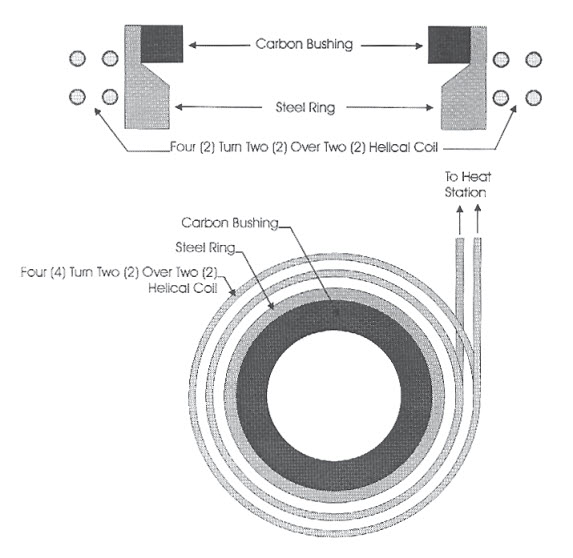
4340 steel ring 8 in (20.3cm) OD x 7.75 in (19.7cm) ID, .895 in (22.7mm) thick, carbon graphite ring insert
Temperature:
1000 °F (538 °C)
Frequency:
132 kHz
Testing:
A four turn, two-over-two helical coil was used for heating the steel ring. Power was applied for 14 seconds to reach the target temperature of 1000 °F (538 °C), the carbon graphite ring was then inserted and the assembly was allowed to cool which created a strong joint between the two pieces.
Benefits:
-
Accurate and repeatable results
-
Reduced cycle time, lower consumable expenses
-
Even distribution of heating
-
Ease of integration into existing production lines
-
Energy efficient
-
Hands-free heating that involves no operator skill for manufacturing
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000