
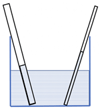
 The essential principle of brazing is the flow of the braze alloy due to capillary action. Capillary flow is the ability of a liquid to flow in a narrow gap against traditional forces like gravity.
The essential principle of brazing is the flow of the braze alloy due to capillary action. Capillary flow is the ability of a liquid to flow in a narrow gap against traditional forces like gravity.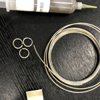 A number of different braze alloys are available depending on the metals to be joined and the temperature required. Lower melting point braze alloys (1100-1400 °F/593-760 °C) are typically silver and copper alloys with the amount of silver varying from 50-20% in the mix.
A number of different braze alloys are available depending on the metals to be joined and the temperature required. Lower melting point braze alloys (1100-1400 °F/593-760 °C) are typically silver and copper alloys with the amount of silver varying from 50-20% in the mix. Brazing materials are alloys of two or more metals. The dominant metals in the braze alloys typically determine the melting temperature of the alloy.
Brazing materials are alloys of two or more metals. The dominant metals in the braze alloys typically determine the melting temperature of the alloy.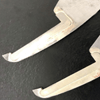 Holding of the parts during the induction heating process is an art and a science all by itself. It’s important for the holding devices to be capable of withstanding multiple heat cycles without deteriorating.
Holding of the parts during the induction heating process is an art and a science all by itself. It’s important for the holding devices to be capable of withstanding multiple heat cycles without deteriorating. Flux in a brazing process is an add-on paste or liquid that is applied to the joint area for better flow of the braze alloy. Fluxes are inert salts and do not interfere with the quality of the brazing process.
Flux in a brazing process is an add-on paste or liquid that is applied to the joint area for better flow of the braze alloy. Fluxes are inert salts and do not interfere with the quality of the brazing process.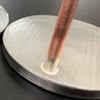 Appearance and the size of the braze fillets has been a topic of considerable debate for some time. While a good visible braze fillet is reassuring that the braze alloy has flowed, the fillet itself does little to improve the strength of the braze joint.
Appearance and the size of the braze fillets has been a topic of considerable debate for some time. While a good visible braze fillet is reassuring that the braze alloy has flowed, the fillet itself does little to improve the strength of the braze joint. In a number of brazing applications it is difficult to rely just on the capillary action to limit the flow of braze alloy to the joint area. It is often exasperated by the fact that the braze.
In a number of brazing applications it is difficult to rely just on the capillary action to limit the flow of braze alloy to the joint area. It is often exasperated by the fact that the braze.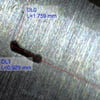 Voids in braze joints are undesirable. They are also unpredictable and result in quality problems. They reduce the strength of the brazed parts. Often leaks in the braze joints are a result of the voids in the braze joints. The following are common practices for the elimination of voids in braze joints.
Voids in braze joints are undesirable. They are also unpredictable and result in quality problems. They reduce the strength of the brazed parts. Often leaks in the braze joints are a result of the voids in the braze joints. The following are common practices for the elimination of voids in braze joints. A number of applications, especially in the aerospace and automotive markets, require temperatures in the vicinity of 2000 °F (1093 °C). Generic fluxes do not work at these elevated temperatures.
A number of applications, especially in the aerospace and automotive markets, require temperatures in the vicinity of 2000 °F (1093 °C). Generic fluxes do not work at these elevated temperatures.![]()
About Induction Heating*
Induction heating is a fast, efficient, precise and repeatable non-contact method for heating metals or other electrically-conductive materials. The material may be a metal such as brass, aluminum, copper or steel or it can be a semiconductor such as silicon carbide, carbon or graphite. To heat non-conductive materials such as plastics or glass, induction is used to heat an electrically-conductive susceptor, typically graphite, which then transfers the heat to the non-conducting material.
Read our 4-page brochure; learn more about how the science of induction technology can solve your precision heating problems.
Precision Induction Brazing
Brazing is a process for joining two metals with a filler material that melts, flows and wets the metals’ surfaces at a temperature that is lower than the melting temperature of the two metals. Protection from oxidation of the metal surface and filler material during the joining process is achieved using a covering gas or a flux material. Brazing and silver soldering are terms that usually refer to the joining process where the filler materials have a melt temperature above 400°C (752°F) to create a stronger joint. Read more in our 12-page brochure.

Induction Heating Work Coils
The work coil is the component in the induction heating system that defines how effective and how efficiently your work piece is heated.
Read our informative brochure explaining the fundamentals of induction coils and their design.
Read: Induction Heating Work Coils
AMBRELL CORPORATION
1655 Lyell Avenue
Rochester, NY 14606
United States
![]() Directions
Directions
T: +1 585 889 9000
F: +1 585 889 4030
Contact Sales
Contact Orders
Contact Service
AMBRELL B.V.
Holtersweg 1
7556 BS Hengelo
The Netherlands
![]() Directions
Directions
T: +31 880 150 100
F: +31 546 788 154
Contact Sales
Contact Orders
Contact Service
AMBRELL Ltd.
Front Suite, 1st Floor, Charles House
148-149 Gt Charles Street
Birmingham, B3 3HT
United Kingdom
T: +44 1242 514042
F: +31 546 788 154
Contact Sales
Contact Orders
Contact Service