
Note: Brazing Oil Suction Assembly with Copper Ring
Objective:
To heat an oil suction assembly (steel tubing and filter cap) to 1,850 F (1010 °C) within 15 seconds for a brazing application.
End Product:
oil suction assembly
Equipment:
Ambrell 3.5kW induction heating system equipped with a remote workhead containing 0.66 μF capacitors
An induction heating coil designed and developed specifically for this application.
Materials:
0.125 in (3.2 mm) diameter steel tube and filter cap assembly
high temperature brazing flux, copper ring.
Temperature:
1850 °F(1010 °C)
Frequency:
281 kHz
Testing:
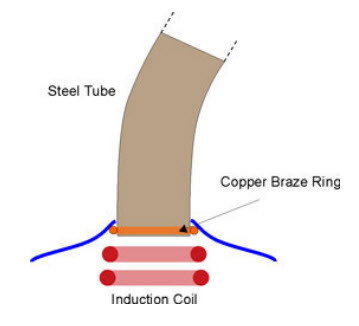
A two-turn, specially-contoured helical induction coil is used to heat the tube assembly near the joint area. A copper ring and high temperature flux are then applied to the joint area. Power is applied for 15 seconds until the braze flows.
Benefits:
-
Easy loading and unloading of parts
-
Heat very precise areas within production tolerances
-
Hands free heating that involves minimal operator skill for manufacturing
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000