
Note: Brazing a steel coupler and a steel wire
Objective:
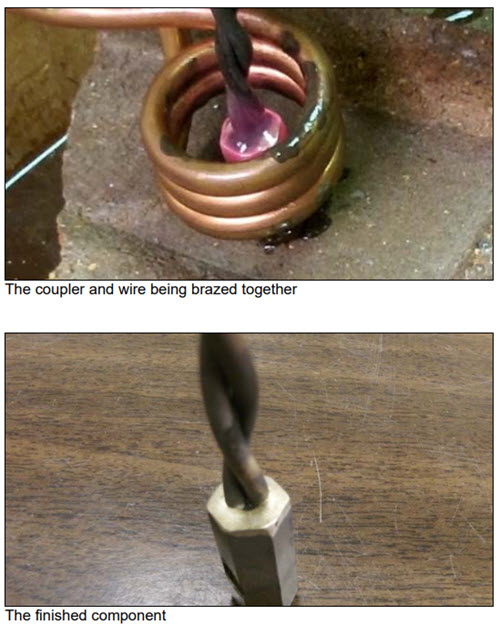
To heat a steel coupler and a steel wire for a heating element to temperature for a brazing application
End Product:
electric furnace part
Equipment:
Ambrell EASYHEAT 2kW 150-400 kHz induction heating system equipped with a remote workhead containing two 0.33 uf capacitors A single-position, three-turn helical induction heating coil designed and developed specifically for this application
Materials:
Steel coupler Steel heating element wire Braze wire alloy Black flux
Temperature:
1400 °F (760 °C)
Frequency:
305 kHz
Testing:
The parts were fluxed and two small 0.3 in (8mm) long pieces of wire were placed into the coupler's cavity. The power was turned on and the assembly heated to temperature within 30 seconds. During initial testing, the braze preform melted and it was noticed that the cavity could still hold more alloy. Consequently, more alloy was stick fed until the cavity was filled. The alloy stuck to the wire, likely due to a coating on the wire. Cleaning the wire prior to the brazing process eliminates that issue.
Benefits:
-
Speed: Induction enabled the brazing process to be completed within 30 seconds
-
Consistency: The client was using a torch, and induction offers superior repeatability
-
Safety: There is no open flame with induction, so it"s a more safe heating option than a torch
-
Efficiency: Induction delivers heat only where it"s required, making it more efficient than torch heating
Visit our Applications Lab to learn more about free applications testing.
1655 Lyell Ave, Rochester, NY 14606 USA | Tel: +1 585 889 9000