Induction Heating's Vital Role in EV Manufacturing
As global electric vehicle (EV) and hybrid vehicle adoption gains momentum, manufacturers face pressure to improve production efficiency, product...

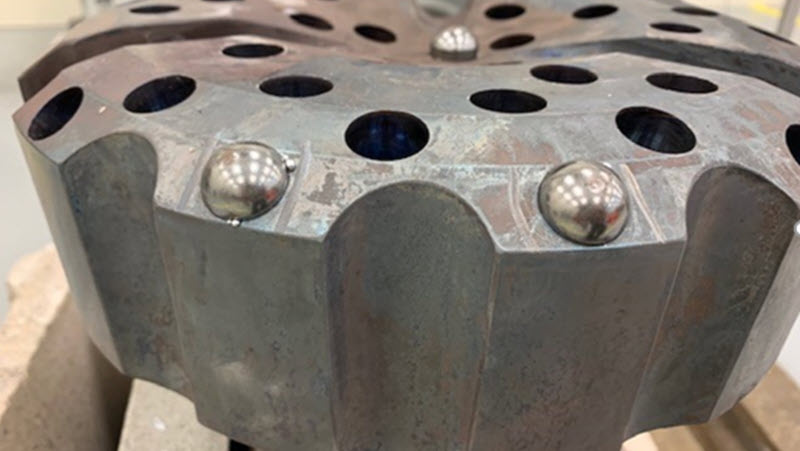
A client in the oil and gas industry came to Ambrell with a shrink fitting application. They had been using a cold method for inserting carbide buttons into hammer bits, but wanted to look to induction heating. They took advantage of THE LAB at Ambrell's complimentary applications testing to determine the feasibility of their shrink fitting application.
The client needed to heat hammer bits to 500 °F (260 °C). THE LAB determined that an Ambrell EKOHEAT® 50 kW, 5-15 kHz induction heating power supply with a workhead and coil specifically designed for this application would be the right solution for this application. They designed a single position multiple-turn pancake coil and used an infrared camera for temperature monitoring during testing.
The large drill head was then ready for testing. THE LAB found that the outer area of the part heated more quickly than the center. Power delivered to the part was adjusted to keep the maximum temperature between 570° F (299° C) and 580° F (304° C) while the center came up to the target temperature through induction and conduction. Once at temperature, the carbide bits were then inserted into the hammer bit.
Torch heating is sometimes also used for this application, but induction offers several benefits. Speed is a significant one. Induction also is more efficient as it heats directly into the part. Finally, induction does not introduce an open flame into the work environment, so it results in a safer and often cooler work place.
THE LAB at Ambrell has considerable experience with induction shrink fitting applications like this one. Visit our induction shrink fitting page to see a sampling of shrink fitting applications assessed by THE LAB. And, to learn more about free application testing, visit our page about THE LAB or contact us today to get the process started. 

As global electric vehicle (EV) and hybrid vehicle adoption gains momentum, manufacturers face pressure to improve production efficiency, product...

brazing Application Overview Medical device manufacturing requires precision, consistency, and strict process control—especially when joining...

THE LAB at Ambrell tested an induction soldering application involving heating both ends of a customer's copper float assembly. The client had been...