Induction Heating's Vital Role in EV Manufacturing
As global electric vehicle (EV) and hybrid vehicle adoption gains momentum, manufacturers face pressure to improve production efficiency, product...

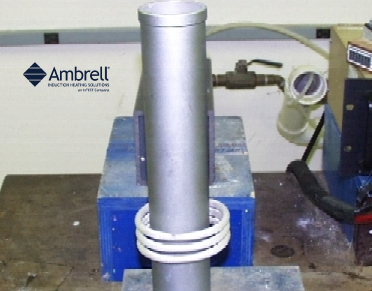
A client contacted THE LAB at Ambrell needing to heat a roller assembly to shrink fit it to a motor shaft. THE LAB determined that an Ambrell EASYHEATTM 2.4 kW, 150-400 kHz induction heating system with a three-turn helical coil would be best for this induction shrink fitting application based on the client's heating requirements. The target temperature for the application was 450 ºF (232 ºC).
The three-turn helical coil was used to heat the roller assembly through to the ID bore without overheating the outside of the tube. The heating time for the roller was five minutes. Then the motor shaft was lowered into the roller and slipped into the hole without resistance. The roller was then turned back over with a slight tap and the shaft came back out before the part had sufficient time to cool which resulted in the shrink fit.
For this application, induction heating offered several advantages. It delivered rapid heating which saved power and time. It's also a clean source of heat. Induction also delivers less heat into the work environment than a torch and takes up less space than an oven. Additionally, an oven would have heated the entire tube which is unnecessary, while induction offers targeted heating. Finally, selectively heating a zone allows for a much faster transfer of heat.
THE LAB at Ambrell has a significant amount of experience with induction shrink fitting applications like this one. To learn more about free application testing, visit our page with more information about THE LAB or contact us today to get the process started.

As global electric vehicle (EV) and hybrid vehicle adoption gains momentum, manufacturers face pressure to improve production efficiency, product...

brazing Application Overview Medical device manufacturing requires precision, consistency, and strict process control—especially when joining...

THE LAB at Ambrell tested an induction soldering application involving heating both ends of a customer's copper float assembly. The client had been...