Induction Heating's Vital Role in EV Manufacturing
As global electric vehicle (EV) and hybrid vehicle adoption gains momentum, manufacturers face pressure to improve production efficiency, product...

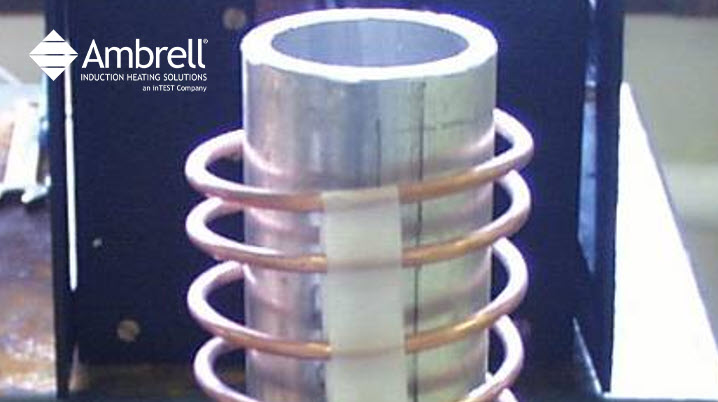
A client contacted THE LAB at Ambrell as they needed to anneal aluminum fuel tank fill necks to 650 ºF (343 ºC) for bending.
More induction annealing application notes
THE LAB determined that an Ambrell EKOHEAT® 30 kW, 50-150 kHz induction heating system with an eight-turn helical coil would be the right solution for the customer. The frequency for the application was 75 kHz.
To check out other annealing applications tested by THE LAB at Ambrell, visit our annealing applications page.
Initial tests were conducted to optimize the power delivered to the part. To anneal the full length of the tube, the tube was placed in the coil and heated for 30 seconds, then rotated, and the bottom half was heated for an additional 30 seconds. The tube was then bent while hot to prevent cracking.
Using induction heating from Ambrell for this annealing application was advantageous for a number of reasons. Induction is a high efficiency heating method with comparatively low energy consumption. It is also a fast, controllable and repeatable heating process that delivers an even distribution of heat. It was able to prevent cracks for this annealing application. Induction is also a hands-free method of heating that isn't dependent on operator skill. Finally, the expertise of THE LAB with free induction heating application testing was important, as they were able to prove the viability of the application to their exact requirements.
If you have an application that might benefit from induction heating, you should consider free applications testing. We offer remote lab service, in-person testing or you can simply send in your parts, we'll then test them, send a lab report, and return them for your inspection.

As global electric vehicle (EV) and hybrid vehicle adoption gains momentum, manufacturers face pressure to improve production efficiency, product...

brazing Application Overview Medical device manufacturing requires precision, consistency, and strict process control—especially when joining...

THE LAB at Ambrell tested an induction soldering application involving heating both ends of a customer's copper float assembly. The client had been...