Induction Heating's Vital Role in EV Manufacturing
As global electric vehicle (EV) and hybrid vehicle adoption gains momentum, manufacturers face pressure to improve production efficiency, product...

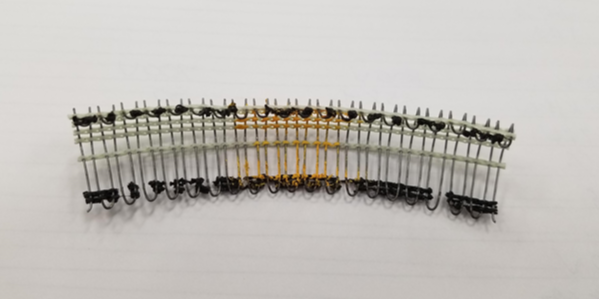
A client from the automotive industry came to THE LAB at Ambrell with a bonding application. The rubber on their steel wire strip wasn't melting properly so they needed to add heat. This was a new process for the customer and they wanted THE LAB to help them prove out their bonding application.
More induction bonding application notes
The LAB determined that an Ambrell EKOHEAT® 45 kW, 50-150 kHz induction heating system with a custom-designed single position multiple-turn helical coil would be the optimal solution for their application. The target temperate for this bonding application was 325 °F (163 °C).
Initial tests were conducted to optimize the power delivered to the part. Temperature indicating paint was then applied, which dissolves when the part reaches the target temperature. Ten rubber mold samples were heated at five different voltage settings (two samples per setting) to see if the wire bonded appropriately within the rubber mold. Testing from THE LAB confirmed the feasibility of the heating process for the customer.
Induction heating offers several benefits compared to other heating options. Induction heating is extremely precise and consistent. It's fast, so it can lead to a reduction in process time. It also saves energy compared to many other heating processes. Another benefit is glue may be used with induction in the sealing process.
If you have an application you'd like tested, contact THE LAB to take advantage of complimentary induction heating application testing from our expert applications team.

As global electric vehicle (EV) and hybrid vehicle adoption gains momentum, manufacturers face pressure to improve production efficiency, product...

brazing Application Overview Medical device manufacturing requires precision, consistency, and strict process control—especially when joining...

THE LAB at Ambrell tested an induction soldering application involving heating both ends of a customer's copper float assembly. The client had been...